
Global automotive production networks need to be reshaped towards supply chains that are more sustainable and regional.

The plant of the future
By Michael W. Rüger and Rolf Janssen
Success factors for a holistic reorientation of automotive production
New automotive production concepts offer OEMs a lifeline to adapt to the new reality of volatile markets and electrification. But building plants fit for the future will be challenging. Our new report details success factors and enablers that we believe will be crucial to the success of automotive production.

"The key to sustainable plant design is freeing concepts from limitations to ensure optimal flows."

With the traditional automotive industry facing challenges on several fronts due to the global economic downturn and supply shortages, it already has a lot on its plate. But at the same time as it is dealing with these multiple crises , the industry is in the middle of its biggest transition in history – from conventionally powered vehicles to electric vehicles (EVs). In addition, new, agile EV players from North America and Asia, unburdened by legacy issues, threaten their market share.
So what can they do? It’s clear that selective optimization or simply switching supply chains will not be enough. Instead, we believe product and manufacturing concepts must be holistically rethought. OEMs need to be able to respond to volatile demand and supply, as well as ensure highly efficient production and operations functions that can support innovations. At the same time, because of the financial strain of producing both ICE and EV vehicles, they must improve their competitive cost position. In short, OEMs must build the plant of the future.
In our report “Future readiness in automotive production” we explore the idea of holistic orientation for cost-efficient production. We assess six success factors, asking questions such as: which factory archetypes should automotive players focus on? To what extent are new product concepts determined by product development and sales? What is the impact of new production concepts on production design and complexity? And how does company culture need to adapt to new concepts? The factors are outlined below, with more details and solutions available in the report itself.
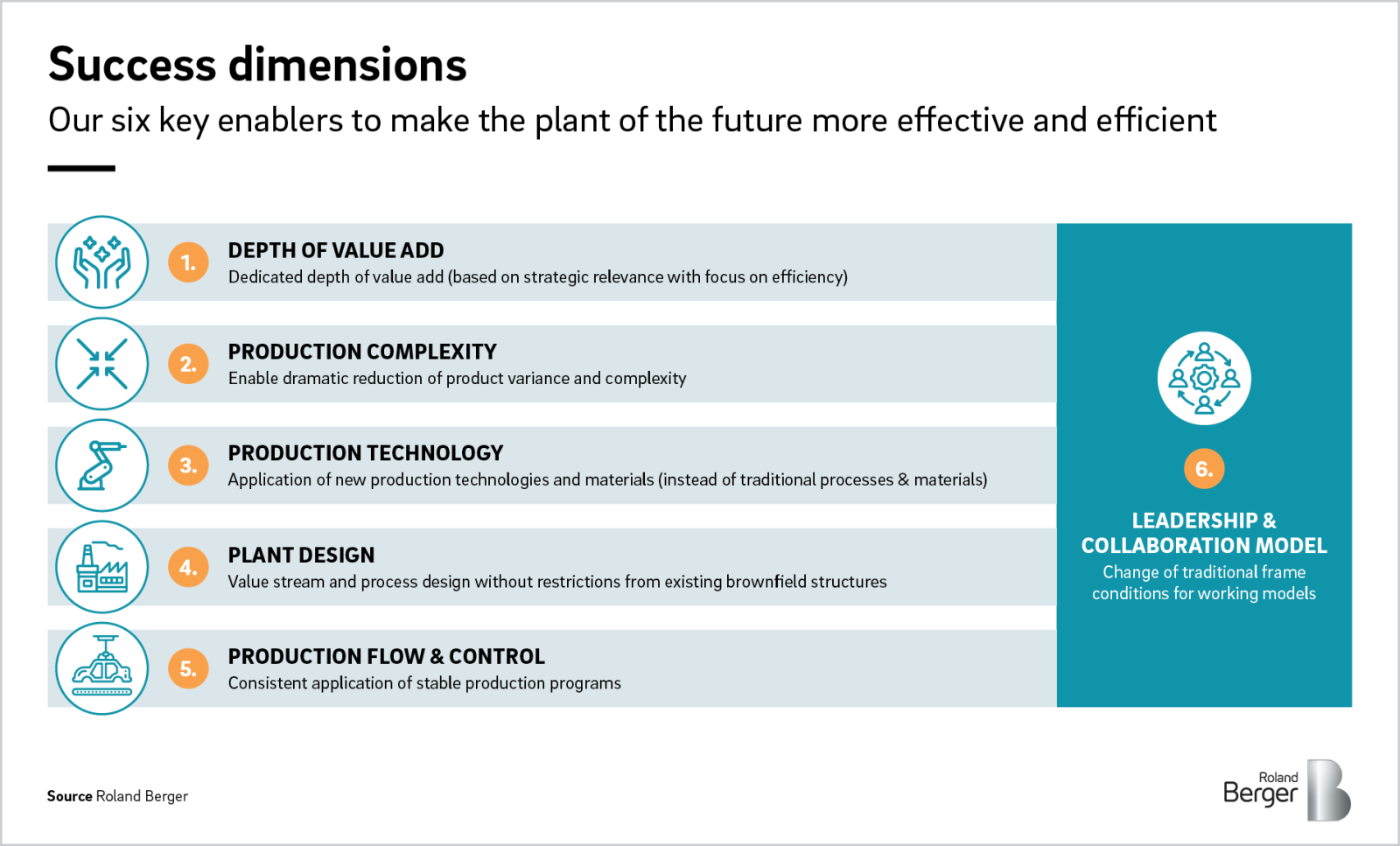
Depth of value add
A key factor in the transition from ICE vehicles to EVs is to shift away from legacy thinking. Rather than relying on historic processes when planning for the future, OEMs must instead ask themselves whether something makes sense from a strategic point of view. As technology becomes more complicated, it also makes sense for OEMs to develop strategic partnerships with suppliers.
Production complexity
In recent years, the number and variety of products used in automotive plants have skyrocketed, vastly increasing complexity and costs. However, new EV players have shown that customers are willing to settle for limited choices, as well as longer waiting times. There is, therefore, an opportunity for OEMs to reduce complexity while improving production. Determining what is feasible in a plant, and improving its efficiency, are the key.
Production technology
New technologies will be the backbone of future automotive plants, with the key levers based around data tools, robots and new approaches. Data, for example, has rarely been used to aid operations but new data-driven tools are now changing this. Developments in sensors, artificial intelligence , haptics and real-time connectivity have also led to advances in human-robot interaction. In addition, manufacturers are increasingly tapping into the know-how of equipment manufacturers.
Production flow & control
Robust oversight of production flow and control helps to optimize operating expenses and minimize disruptions caused by internal factors. Smooth flows depend on several factors. A stable supply chain helps to manage risk and enhance productivity, so a commitment to stable production and internal logistics (material handling, warehousing) is key. A focus on quality in all production steps is also crucial to smooth flows. Meanwhile, digitalization and new technologies are set to revolutionize production processes.
Plant design
For years, OEMs have integrated new products into existing space and structures, accepting brownfield constraints. While cheaper in the short term, this lowers competitiveness due to unstable processes, less optimal production flow, high manufacturing effort and sprawling costs. The transition to electrification must be used to rethink plant design, including using greenfield sites. But while both greenfield and brownfield sites have advantages and disadvantages, the key to sustainable plant design is freeing concepts from limitations to ensure optimal flows.
Leadership & collaboration model
The process of change in automotive production is linked to electrification. But it is not just about switching to a new drive technology. Rather, it is a matter of strategically scrutinizing the entire company, repositioning it, building up new expertise and capabilities, and developing new competitive strengths. In the report we discuss four key levers – a strong management culture; a holistic target system; consistent process orientation; and continuous improvement processes – to support this transformation.
For more information on the success factors and the enabler, please download a copy of the full report.
Download the full PDF
Register now to download the full PDF on “Future Automotive Production 2023” including key insights and current developments for players in the automotive industry.
Further readings




